粘合机相关故障排除
粘合机相关故障排除
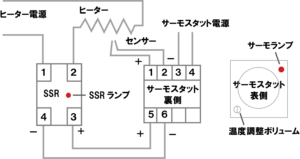
上图是粘合机加热相关的基本电路。正常机器有2块、6块、9块、12块等不同数量的加热板。加热板增加的话SSR(切断加热板通电的固态继电器)数量也增加,不过,基本的构成和工作原理是一样的。
当温度上升时,温控器会通过热电偶测量加热板的温度。未达到温控器设定温度时,从温控器的(5)、(6)输出DC5-20V到SSR的(3)、(4)。此时温控器正面的指示灯和SSR的指示灯是工作状态。SSR的(3)、(4)有DC电压时,SSR的(1)、(2)间有交流电流,也就是说(1)(2)之间的交流电压是0v,(1)(2)内部有交流电流流过,所以电压是0v。
加热板带有热电偶,温度过高时,温控器(5)(6)之间的DC电压为0v, SSR(3)(4)之间的DC电压也为0v。这个时候,SSR的(1)和(2)之间不会导通而产生电压。这个电压根据规格不同,国内规格是380v,面向海外的规格是220v或380V。此时,温控器正面的输出指示灯和SSR的工作指示灯都不亮。
温控器无反应
首先,请确认电源是否正常。
机型不同温控器的输入电压也不同,AC100V或AC220V。
请用万用表测量输入电压是否正常。
确认输入电压后,再确认输出电压。确认温控器的输出电压是否DC5-20V?
如果温控器没有输入电压的话,即使温控器本身没有故障也不能工作。
实际温度达不到设定温度
确认是否从温控器有输出电压到SSR。
在检查完温控器的输入电压后,检查是否有输出DC5-20V电压。
确认SSR的性能。将温控器设定为130度。测量SSR的1号2号之间的电压。如果电压是0v,那么加热板上应该有电,如果温度不上升,可能加热板不良。有多个加热板时,有可能是其中的几个不良。加热板通断的检查请用万用表做导通检查。
设定温度比实际温度要高的异常情况
温度传感器(热电偶)不良。
SSR不良。
带温度传感器(热电偶)的加热板不良。
设定温度与实际温度相符的调整方法
用测温纸检查粘合机的实际温度。
(例)当设定温度为130度时测温纸显示的温度为140度时,实际温度比设定温度高10度。
传统指针式温控器的情况
转动温控器的校正拨盘将温控器设定到140度。设定温度140度时,工作灯会长亮。转动温控器的调整旋钮至工作指示灯闪烁,此时设定温度和实际温度即相符。
如果是数显温控器(如OMRON)
首先关掉机器的电源。
从正面拔出温控器。内部有DIP开关。DIP开关的No4通常为OFF侧。将No.4的开关设为ON侧。请不要触摸除此之外的开关。再次将温控器装回壳体,然后接通电源。点击FUNCTION键,在设定温度显示的仪表上出现Cn5时,可修正温度。调整相符后,再关闭电源将温控器内的DIP开关的NO4切换为OFF。
衬布粘合故障・原因及対策
| 现象 | 原因 | 对策 |
| 粘合衬布方面 |
|
|
| 透胶 |
|
|
| 收缩 |
|
|
| 失去光泽 变色 |
|
|
| 失去光泽
反光 |
粘合压力过高。 ※由于上述情况失去光泽时,也可以用蒸汽熨斗整烫使之恢复光泽的。 |
|
| 剥离 粘合不良 |
|
|
FOLLOW US
